
我公司引进的高斯45印刷机组所使用的供纸机是MEGTEC公司的DLP 1000系列自动接纸机。该款自动接纸机的纸架采用刹车制动装置控制卷筒纸的开卷制动,且能为印刷机提供纸带张力,但纸带张力随着纸卷半径的缩小而增大,为保持纸带张力的恒定,必须随时调节作用于轴芯的盘形制动器上的制动力,但在纸带张力控制过程中常常会出现一些故障。下面,笔者将从纸带张力的控制原理入手,对这些故障进行了梳理并提出了排除方法,与读者分享。
纸带张力的控制原理
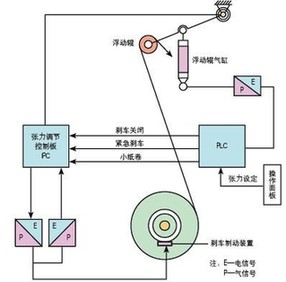
纸带张力的控制原理如图所示,具体过程如下。
1.张力设定
通过操作面板将卷筒纸的纸带张力给定值输入到纸架的PLC设备中,确保在递纸时纸带离开给纸装置的张力范围为100~400N。
2.给定输出
纸架的PLC设备将卷筒纸的纸带张力给定信号通过电-气转换装置(E/P)控制浮动辊气缸的气压变化。
3.张力传感
当卷筒纸的纸带张力以及浮动辊的受力发生变化时,浮动辊就会绕其支点摆动一个角度。安装在回转支架轴上的纸带张力角位移电位计1POT就会发生相应的电压变化,并将相应的电压信号再次传输到纸架的PLC设备中。
4.张力控制
根据纸架运行时浮动辊的位置变化、纸带的运行速度和卷筒纸的直径大小,经PLC设备运算后输出控制信号给张力调节控制板IPC,张力调节控制板IPC通过电-气转换装置(E/P)控制卷筒纸的刹车制动装置。
常见故障及排除方法
在生产过程中,纸带张力控制系统使用频繁、工作强度大,故其出现故障的频率也较高。以我公司经常遇到的4个故障为例,简要分析其排除方法。
1.断纸
在生产过程中,随着运行纸卷的直径变小,纸带张力变大,促使浮动辊的摆动幅度变大(特别是在发出接纸信号准备接纸时),此时纸架易出现断纸故障。
考虑到红、绿纸臂(纸臂上分别贴有红、绿标签)在生产中都会出现断纸现象,在暂不考虑红、绿纸臂各自刹车制动部分故障的情况下,把检查的重点放在红、绿纸臂的公共控制部分。具体排除步骤如下:首先检查回转支架轴上的纸带张力角位移电位计1POT,即在断电的情况下,上下拉动浮动辊,若发现纸带张力角位移电位计1POT阻值变化异常,应立即更换,并重新进行校准(当浮动辊处于最下方时,张力角位移电位计1POT的直流电压值应为1.9V;当浮动辊处于最上方时,其直流电压值应为7.5V)。
经过上述过程,断纸故障解除,生产过程恢复正常。需要注意的是,纸带张力角位移电位计1POT安装一定要牢靠,否则容易导致张力反馈值不准确,从而影响纸带张力的控制。
2.张力显示表数值不变
在生产过程中,当自动接纸机开机增速时,正常情况张力显示表上的显示数值应该随着机器速度的提高而增加到设定值,但实际情况是张力显示表上的数值不变。
起初,我们怀疑是张力控制部分出现问题,但更换张力显示表后故障仍然存在。随后,我们尝试在手动设置张力的情况下进行生产,张力控制正常,这说明张力控制部分没有问题。最后,我们怀疑是控制纸架的速度信号出现了问题。通过检查纸架出纸部分过纸辊侧面连接的速度编码器,发现速度编码器固定轴的连接杆断裂,导致纸架PLC设备不能及时接收到速度信号,从而使得张力显示表数值显示不正常。重新固定速度编码器固定轴的连接杆之后,该故障解除。
3.红、绿纸臂的张力控制均不稳定
在一次印刷生产过程中,我们突然发现红、绿纸臂的张力控制出现了不稳定的情况,检查纸带张力角位移电位计1POT的显示电压,发现正常。考虑到该故障有些复杂,不是单个故障点,我们初步怀疑是PLC设备的控制部分出现了问题。于是我们将另外处于正常生产状态下的纸架PLC设备上的张力模拟量反馈板3PC与该纸架PLC设备上的张力模拟量反馈板3PC进行互换,重新通电,发现该纸架的红、绿纸臂的张力恢复了正常,而另一纸架的红、绿纸臂的张力却不稳定了,说明该纸架PLC设备上原有的张力模拟量反馈板3PC有问题。更换后,故障排除,生产恢复正常。
4.红纸臂张力控制不稳定,绿纸臂张力控制正常
在一次印刷生产过程中,我们突然发现红纸臂的张力控制不稳定,绿纸臂的张力控制正常的现象。首先,检查红纸臂的刹车片部分,发现刹车片正常。然后,测量张力调节板33PC的输出电压,发现电压值也正常。最后,检查相关的电-气转换装置(E/P),发现出现问题。通过更换相关的电-气转换装置(E/P),生产恢复正常。
稳定、响应快速的张力控制系统对印刷质量有着非常重要的作用。当卷筒纸印刷生产中纸带张力出现问题时,不妨根据张力控制原理,检查相关部位,从而逐步排除故障,保证生产的有序进行。
